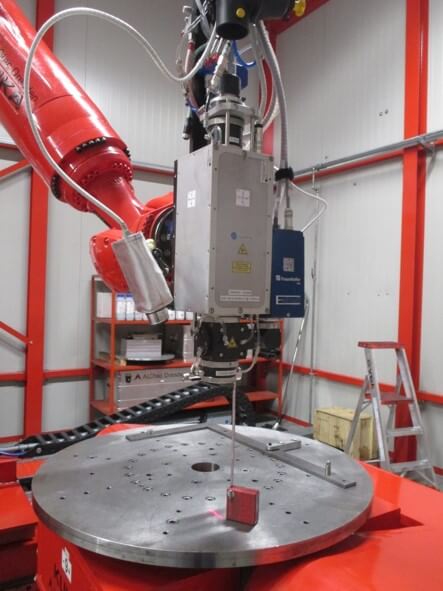
Dettagli attrezzatura robot:


Temperature di lavoro:
Penetrazione tempra:
Distanza ottica-piano di lavoro: 267 mm.
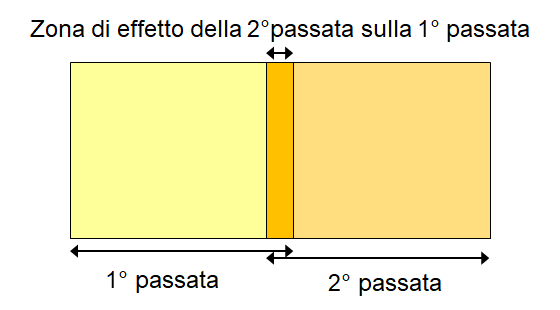
Durante il processo di tempra gli estremi del fascio hanno un effetto di rinvenimento sulla passata precedente. In questa zona di transizione tra i due accoppiamenti può verificarsi una perdita di durezza che può oscillare tra i 4-6 punti rockwell nell’ordine di 1-1,5 mm per le ghise, e di 2-3 punti rockwell nell’ordine di 0,5-1,0 mm per gli acciai.
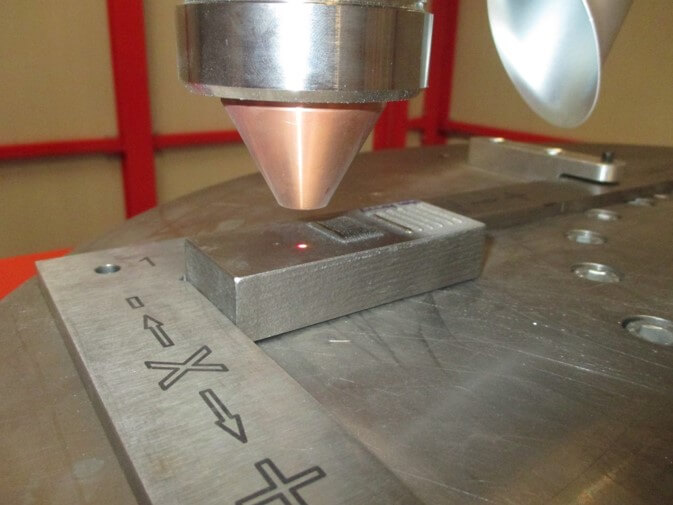
 Apertura minima spot: 6×6 mm
Apertura minima spot: 6×6 mm Apertura massima spot: 45×5 mm
Apertura massima spot: 45×5 mmNB: La testina è intercambiabile. A disposizione una variante con apertura minima di 4×4 mm ed un massimo di 40×5 mm.




Un modulo con videocamera termica permette di visualizzare in tempo reale la punta del laser e le informazioni relative alla temperatura di lavorazione.
La camera mostra la temperatura come immagine a più colori.
Grazie a questo modulo la macchina è in grado di controllare e regolare in completa autonomia la temperatura necessaria per il trattamento.
La saldatura laser può essere impiegata sia per la ripresa di punzoni e matrici di imbutitura o assestamento, sia per la rigenerazione di profili di lame di trancia o di flangiatura.