Details zur Roboterausrüstung:


Arbeitstemperatur:
Penetration Härtung:
Abstand Optik-Arbeitsfläche: 267 mm
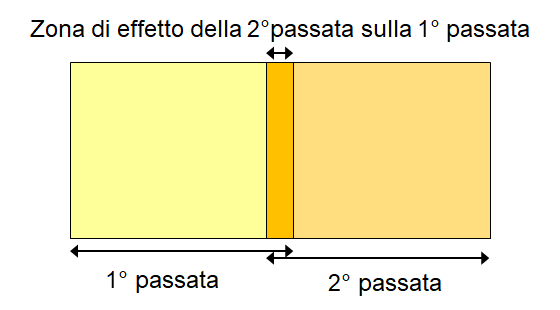
Während des Härteprozesses wirken die Enden des Balkens auf den vorherigen Durchgang anlassend. In dieser Übergangszone zwischen den beiden Verbindungen kann ein Härteverlust auftreten, der zwischen 4-6 Rockwell-Punkten in der Größenordnung von 1-1,5 mm für Gusseisen und 2-3 Rockwell-Punkten in der Größenordnung von 0,5-1,0 mm für Stahl variieren kann.
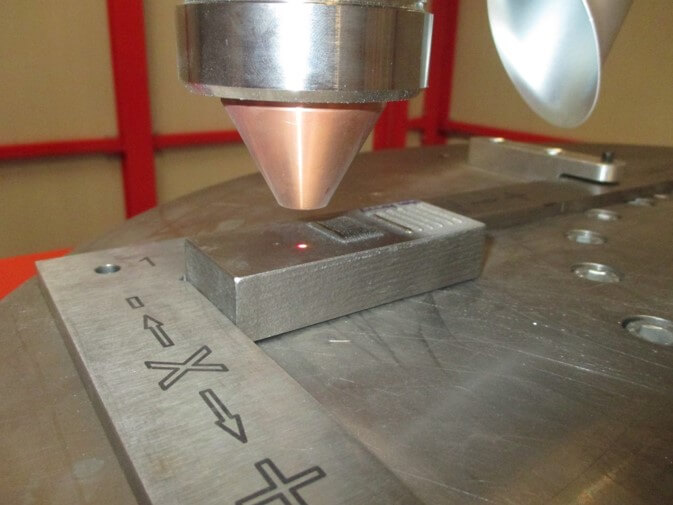
 Spot mindestöffnung: 6×6 mm
Spot mindestöffnung: 6×6 mm Spot maximale öffnung: 45×5 mm
Spot maximale öffnung: 45×5 mmANM.: Das Kopfstück kann ausgetauscht werden. Eine Variante mit einer minimalen Öffnung von 4×4 mm und einer maximalen Öffnung von 40×5 mm ist erhältlich.




Ein Modul mit Wärmebildkamera ermöglicht die Visualisierung der Laserspitze und der Informationen über die Bearbeitungstemperatur in Echtzeit.
Die Kamera zeigt die Temperatur als mehrfarbiges Bild an.
Dank dieses Moduls ist die Maschine in der Lage, die für die Behandlung erforderliche Temperatur völlig autonom zu steuern und zu regeln.
Das Laserschweißen kann sowohl zum Stanzen und Matrizenabsenken als auch zur Regeneration von Scher- oder Bördelmesserprofilen eingesetzt werden.