Robot tooling details:


Working temperature:
Hardening penetration
Optics–bottom bed distance 267 mm.
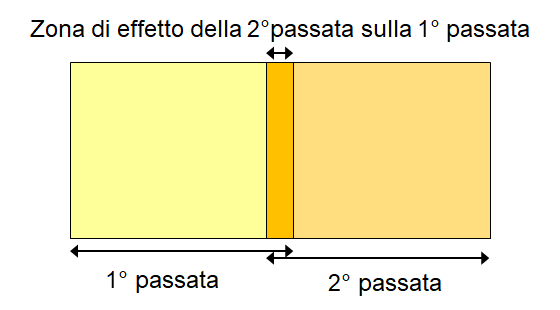
During the hardening process, the outside edges of the beam have a tempering effect on the previous pass. In this transition zone between the two passes, there may be a loss of hardness, which can vary from 4–6 rockwell points in the order of 1–1.5 mm for cast iron, and 2–3 rockwell points in the order of 0.5–1.0 mm for steel.
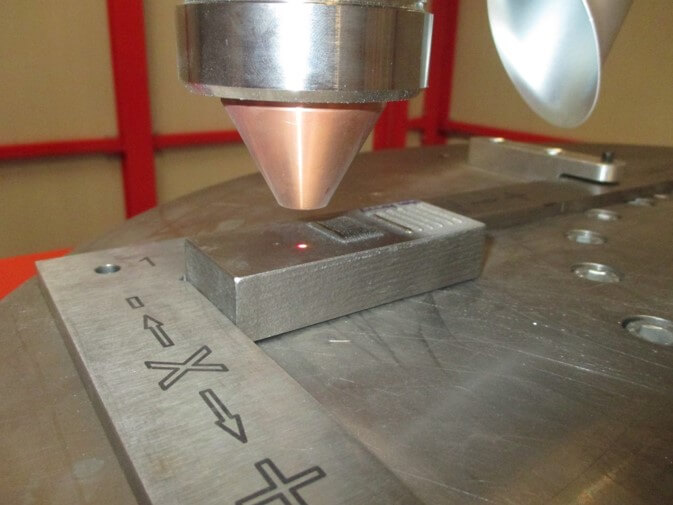
 Minimum spot aperture: 6×6 mm
Minimum spot aperture: 6×6 mm Maximum spot aperture: 45×5 mm
Maximum spot aperture: 45×5 mmNB: The head is interchangeable. A variant with a minimum aperture of 4×4 mm and a maximum aperture of 40×5 mm is available.




A module with thermal video camera makes it possible to view the laser spot in real time, together with information about the processing temperature.
The camera shows the temperature as a multi-coloured image.
This module allows the machine to autonomously monitor and regulate the temperature needed for the treatment.
Laser welding can be used both for reworking drawing or setting punches and cavities, and for regenerating the profiles of shearing or flanging blades.